"Teho-Tanelin" Sahan kunnostusohjeet (1955)


Tämän vihkosen tarkoituksena on antaa ”TEHO-TANELI” -kunnostuspakkauksen hankkineille tärkeimmät ohjeet sahan kunnostuksessa. Perusteellisemmin on asiat selvitetty kirjassa METSÄMIEHEN HAKKUUOPAS Työtehoseuran julkaisu n:o 70






Kolmiohammasteisen sahan kunnostus
1. Terän puhdistus
Kunnostettava terä puhdistetaan huolellisesti ruosteesta ja pihkasta sekä myös tehtaassa ruostesuojaksi levitetystä säilytysrasvasta. Puhdistaminen on tärkeää harituksen tarkkuuden kannalta, mutta puhdasta terää on lisäksi miellyttävää käsitellä. Puhdistaminen suoritetaan kätevästi seoksella, jossa on lamppuöljyä, tärpättiä ja koneöljyä suhteessa 70:20:10 (samaa seosta voidaan käyttää metsässä pihkanjuoksun aikana sahan puhtaana pitämiseen), tai kierteenpoistoveitsellä. Naarmuttavaa puhdistusvälinettä ei saa käyttää.
2. Terän virheiden korjaus
Tehtaan jäljeltä terässä olevat kierteet poistetaan mieluimmin carborundum (smirkeli) kovasimella. (Sahan kunnostuksessa käytettävää kovasinta ei pitäisi käyttää muuhun tarkoitukseen.) Kovasin asetetaan poikittain terälle siten, että terän lape vastaa koko leveydeltään siihen. Kovasin pidetään peukalon hangassa, sormet tukevat terän selkään. Vedetään molemmin puolin keveästi päästä päähän. Jos terä on virheetön, syntyy jokaiseen hampaaseen n. 1 – 2 mm korkea kolmion muotoinen kiiltävä jälki. Tehtaan virheitten korjaamisen voi suorittaa myös litteää viilaa käyttäen. Viila on asetettava terän suuntaisesti ja vedettävä päästä päähän, kuten edellä selostettiin. Terän tueksi suora puulista, sillä viilaa täytyy hieman kuormittaa.

3. Hampaitten tasaus
Hampaitten tasaaminen eli terälinjan oikaiseminen varmistaa sen, että jokaisen hampaan kärki tekee työtä yhtä paljon eikä työttömiä tai ylirasitettuja hampaita esiinny.
Tasauspuu on ennen käyttöä tarkistettava peilin avulla kuvan osoittamalla tavalla. Peiliä vasten olevan pinnan tulee olla ehdottomasti suora ja raon ja sen kuvan täytyy näkyä yhtenä suorana. Rako on tarkistettava molemmista päistä.
Tasattaessa asetetaan saha tukevasti polvien väliin. Viila asetetaan kärki eteenpäin. Työntö suoritetaan päästä päähän. Molemmissa päissä ”nytkäytellään” edestakaisin, sillä terä kuluu käytössä enemmän keskeltä ja tasauksessa ero tasoitetaan. Tasauspuu ja viila käännetään ja veto suoritetaan päästä päähän samoin kuin työntö. Viilaa kuormitetaan, vain tasauspuun kohdalta, etteivät päät hakkaa hampaita. Tasauspuun kääntämisellä poistetaan siinä esiintyvä pieni virheellisyys. Tasausta jatketaan, kunnes jokaisen hampaan kärkeen on tullut kolmionmuotoinen selvä tasausjälki. Aloittelijan on paras tasata melko runsaasti.


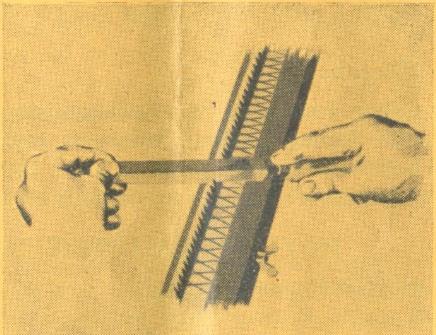
4. Tasauskierteen poisto
Tasoituksessa hampaitten kärkiin syntynyt kierre poistetaan carborundum kovasimella kuvan osoittamalla tavalla. Tapaturmien välttämiseksi on jännesahoissa sormien vastattava terän selkään, peukalon pää turvaan kovasimen reunan taakse. Jos hampaiden haritus on epätarkka, asetetaan kovasin poikittain terän lappeelle, kuten edellä tehtaan kierteen poiston yhteydessä on selostettu. Kevyt veto päästä päähän molemmin puolin tavallisesti riittää, mutta jos kierrettä tuntuu kynnellä koetettaessa on uusinta tarpeen.
Tasauskierteen poistamiseen voidaan käyttää myös litteää viilaa, mutta on varottava, ettei viila taivuta kierrettä, irrottamatta sitä, sillä siitä on haittaa eikä hyötyä.

5. Hampaitten haritus
Hampaitten harittamisen eli hampaitten kärkien taivuttamisen sahanterän keskitasosta ulospäin, tarkoituksena on pienentää sahanterän ja sahausraon seinämien välinen kitka mahdollisimman vähäiseksi, kuitenkaan alentamatta sahan tehokkuutta. Keskimääräinen haritussuuruus on n. 0,20 mm, mutta talvella ja kovaa puuta sahattaessa voidaan käyttää pienempää n. 0,15 mm haritusta. Kesällä on pehmeää puuta sahattaessa lisättävä haritusta tarvittaessa n. 0,25 mm:-in asti. Tottunut sahaaja voi käyttää pienempää haritusta kuin tottumaton.
Haritusmittari eli ”kissa” on tarkastettava aina ennen käyttöönottamista. Tarkastaminen suoritetaan kätevästi peilin avulla. Mittarin säädettävä nasta kierretään 0-asentoon ja mittari asetetaan peilin pinnalle. Kunnossa olevassa mittareissa kaikki nastat ovat tukevasti kiinni peilin pinnassa ja kohtisuorassa sitä vastaan. Lisäksi nastojen päät vastaavat koko alallaan peiliin. Esiintyvät virheet korjataan viilalla. Tämän jälkeen säädettä nasta kierretään osoittamaan haritussuuruutta 0,20 mm (kehässä n:o 2) ja tarkistetaan peilin päällä, että säädettävän nastan pää on joka kohdasta yhtä etäällä pelin pinnasta.
Haritettaessa jännesaha asetetaan vasemmalle olkapäälle terän selän varaan ja siten, että valo tulee suoraan vasemmalta. Vasemman käden sormilla tartutaan terään. ”Kissa” otetaan oikean käden peukalon etu- ja keskisormen päitten otteeseen mahdollisimman ”keveästi”. ”Herkkä” ote antaa parhaan tuloksen. Haritusrauta asetetaan saman käden etu- ja keskisormen viimeisten nivelten väliin ja pidetään kiinni nimettömän ja pikkusormen päillä kämmenpohjaa vasten painaen.
Haritusraudan lovi asetetaan haritettaessa hampaan juuren tasalle, jolloin hampaan kärki on loven päässä olevassa reiässä. Tällöin hammas saadaan taipumaan suorana ja kärki säilymään eheänä. – Harituksen tarkkuuden ja kunnostamisen onnistumiseksi on tärkeää, että haritusrauta on suorassa terää vastaan pysty- ja sivusuunnassa sekä keskellä hammasta.
Harituksen suuruutta mitattaessa ”kissa” asetetaan terälle siten, että sivunastojen kautta kulkeva suora on terälinjan suuntainen ja mitattavan hampaan kärki keskellä ylimmän (asetettavan) nastan päätä. –Haritusta on liikaa, jos mittari keikkuu sivusuuntaan ja liian vähän jos liike tapahtuu sivunastojen varassa. Mittaria ei saa painaa sillä hammas antaa helposti periksi ja tulos on epätarkka.



6. Hampaitten viilaus ja viilauskierteen poisto
Viilaus suoritetaan nopeimmin ja tarkimmin sahan ollessa viilaustuessa, jolloin molemmat kädet jäävät vapaiksi työn suoritukseen. Hampaitten molemman sivut viilataan juuresta asti, koska hampaitten alkuperäinen muoto ja koko saadaan parhaiten säilymään.
Viilattaessa on ote viilasta kuvan mukainen. Viilanpää tukee kämmenpohjaan ja toisen käden ote peukalon, etu- ja keskisormen päillä. Viilaa työnnetään tanakasti samassa asennossa päästä päähän joustavin työnnöin. Viilaa takaisin alkuasentoon tuotaessa se ei saa koskettaa hampaaseen. Oikean viilauskulman saamiseksi viilaa pidetään vaakasuorassa ja viilan sivu samansuuntaisena viilaustuen leuassa olevien apuviivojen kanssa.
Viilauskulmana on 55 sopivin, mutta sitä voidaan tarvittaessa muuttaa olosuhteitten mukaan. Jos teräaine on pehmeä tai sahattava puu kovaa, voidaan jyrkentää viilauskulmaa (n. 60 ), mutta päinvastaisessa tapauksessa sitä voidaan pienentää jopa alle 50 asteen.
Sahan viilaaminen suoritetaan neljässä jaksossa, joiden jokaisen jälkeen poistetaan hampaitten viilausjäljen taaempaan reunaan kiinni jäänyt kierre. Ensin viilataan jommankumman hammasrivin oikeat sivut aloittaen sahan oikeanpuoleisesta päästä. Viilattaessa kulutetaan hammasta niin paljon, että lähes puolet tasausjäljestä häviää. Hampaitten ensimmäisen sivun tultua viilatuksi irrotetaan saha tuesta ja poistetaan viilauksessa syntynyt kierre.
Kierteen poistaminen suoritaan viilauspuolen vastakkaiselta puolelta vetäen kierteenpoistoveitsellä vasten viilattua hammassivua. Veitsi painetaan sormien tukemaa terää vasten ja kierteen irrottaminen aloitetaan hampaan tyvestä. Veitsen täytyy hampaan toiselta puolen irrota ensiksi kärjestä ja viimeiseksi tyvestä. Napsahtelua ei saa kuulua, sillä silloin hampaitten sivut tylsistyvät.
Hampaitten vasemmat sivut viilataan tämän jälkeen lähtien sahan vasemmasta päästä.
Hampaita ei saa viilata täysin teräviksi – ”umpeen” – vaan jokaiseen hampaankärkeen jätetään pieni kiiltävä piste tasausjäljestä näkyviin. Hampaat saadaan näin pysymään varmasti yhtä pitkinä ja niitten kestävyys lisääntyy.

7. Koesahaus
Sahan tultua kierteen poistamisineen neljässä vaiheessa viilatuksi on jäljellä kunnostamisen tuloksen tarkistaminen. Koesahaus suoritetaan n 7 -8” vahvuiseen puuhun, sillä ohuemmassa puussa eivät virheet paljastu, elleivät ole kovin karkeita.
Höylähammasteisen sahan kunnostus
Höylähammasteisen sahan hyvän työskentelyn edellytyksenä on riittävä mutta ei liian suuri korkeusero kolmiohampaiden kärkien muodostaman terälinjan ja höylähampaiden kärkien välillä. Korkeusero säädetään kolmiohampaiden leikkaussyvyyden mukaan ja se vaihtelee etupäässä sahan syöttövoimasta riippuen. Höylähampaiden korkeuserona käytetään tavallisimmin seuraavia: Kova tai jäässä oleva puu 0,15 - 0,35, Pehmeä tai sulana oleva puu 0,35 – 0,55 mm.
Kiinteän alennuskaavion korkeuserot ovat keskimääräistä kolmiohampaiden leikkaussyvyyttä varten mitoitetut erikseen pehmeälle, sulalle puulle (”kesä” tai ”sommer”) ja kovalle, jäässä olevalle puulle (”talvi tai ”Winter”).
1. Höylähampaitten alentaminen
Höylähampaitten alentaminen suoritetaan terälinjan tasaamisen jälkeen ja sitä seuraavan kierteen poistamisen jälkeen. Saha asetetaan jänteen tai kaaren varaan polvien päälle. Kaavio asetetaan terälle kuvan mukaisesti tasattujen kolmiohampaiden kärkien varaan, ja viilaa työnnetään kohtisuoraan poikki terän. Viilausta jatketaan kunnes hammas ei enää tapaa kaavion molempien reunojen varassa liukuvaan viilaan. Höylähampaitten alentaminen on onnistunut, jos jokaisen höylähampaan molemmissa kärjissä on nauhamainen tasausjälki. Ellei näin ole, on kolmiohampaita tasattava lisää ja sen jälkeen höylähampaat uudelleen alennettava.

2. Höylähampaitten muodon palauttaminen
Höylähampaiden muoto viilataan alentamisen jälkeen entiselleen. Saha asetetaan viilaustukeen pystyasentoon siten, että leukaosa tukee mahdollisimman hyvin höylähampaita. Viilaaminen suoritetaan mieluimmin Y-hakkuisella hienohakkauksisella viilalla, jolloin hammas ei tärise ja työn jälki saadaan hyvä. Viilataan kohtisuoraan poikki terän ja pidetään huoli siitä, että hampaan päässä oleva V-syvennys pysyy tarkoin keskellä hammasta. Tasausjälkeä ei hävitetä kokonaan, vaan jokaiseen kärkeen jätetään tasausjälkeä hiuksenhieno, kiiltävä viiru.
3. Sivuvirheitten korjaus
Edellisissä kunnostamisvaiheissa syntyy höylähampaisiin viilauskierteitä, jotka on poistettava. Se voidaan suorittaa kierteenpoistoveitsellä leikaten, mutta helpompi tapa on suorittaa se litteällä viilalla lappeen myötäisesti poikki terän keveästi pyyhkäisten. Viilataan vain sen verran, että kierre irtoaa, mutta hammas ei missään tapauksessa saa ohentua.
SAHAN KUNNOSSA ESIINTYVÄT VIRHEET JA NIIDEN POISTO
Sahan kunto todetaan parhaiten suorittamalla koesahaus vähintään 7-8” vahvuisessa puussa. Sahan kunnossa ilmenevät viat eivät ole yksinomaan kunnostuksesta joutuvia, vaan syy saattaa olla terässä itsessään tai sahan kehyksessä. Koska virheiden ilmenemistapa on usein sama, käsitellään ne seuraavassa yhdistettyinä virheen ilmenemistavan mukaisesti.